Technical definition
Data and technical definitions
The approximate densities of the materials most commonly supplied by Metalle Schmidt GmbH are presented below. These data are valid for any format in which they are supplied (strip or wire).
Table. Densities
| Steel (high and low-carbon) | 7.85 kg/dm3 |
| Stainless steel | 7.85 kg/dm3 |
| Aluminium | 2.7 kg/dm3 |
| Copper | 8.9 kg/dm3 |
| Brass | 8.4 - 8.8 kg/dm3 |
| Nickel silver | 8.7 kg/dm3 |
| Bronze | 8.8 - 8.9 Kg/dm3 |
Weight and dimensions of the COIL
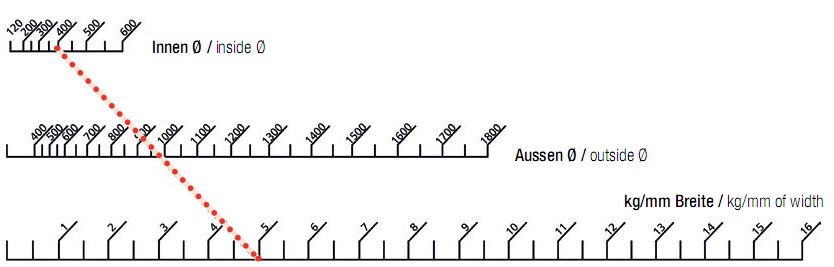
The weight (mass) per millimetre of width of strip is determined by its inner and outer diameter and by the material in question. To facilitate calculation we have provided the following calculation tool:
Formula for calculating the weight of the coil:
Example. A coil with an inside Ø = 400 mm and outside Ø = 1 000 mm, will weigh 5.20 kg/mm of width.
Image. Calculation table
For iron materials, the weight of the coil is increased by approximately 11%.
For aluminium, this value is reduced by 35%.
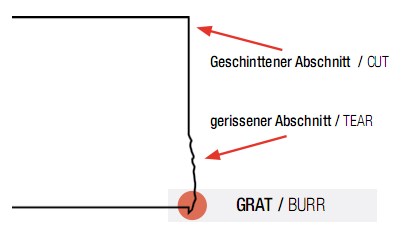
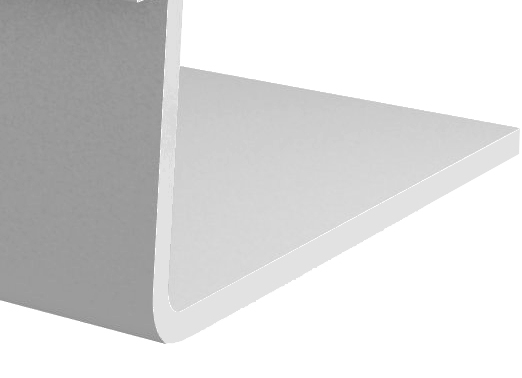
Sheared edge
In all of the shear cutting process, one section is given a pure cut and the other is torn.
The proportions that are cut and torn vary, depending on the material, its thickness and mechanical properties.
There is always at least one small burr in the cut which can be reduced subject to a commercial agreement.
Image sheared edge
The bendability or capacity to bend is important in the manufacturing of certain parts. Conceptually, this is determined as set out in the following diagram:
Image. Bending
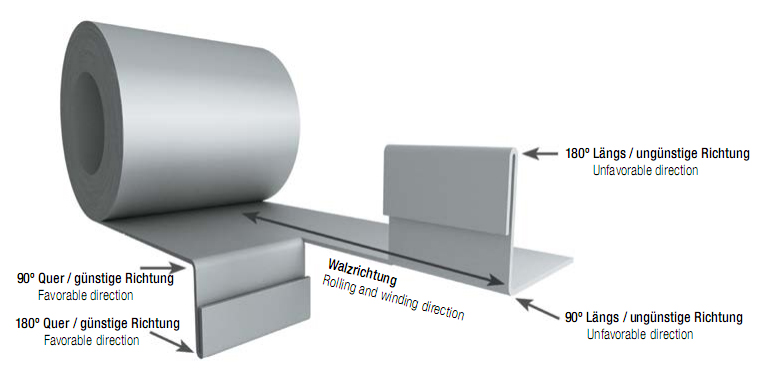
| transverse = favourable direction |
| longitudinal = unfavourable direction |
In addition to the bend angle, the bend radius parameter must be considered (normally associated with the thickness of the strip).
| radius = 0 | radius > 0 | |
|---|---|---|
|
|
|
The edge camber is the arching that occurs along a given length of the strips.
Image. Sag
.jpg)
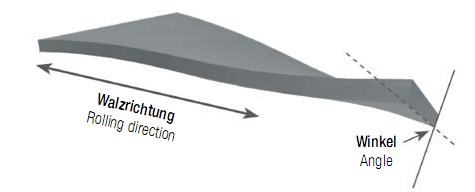
A twist is where the strip rotates back on itself and in the winding direction.
Image. Twist
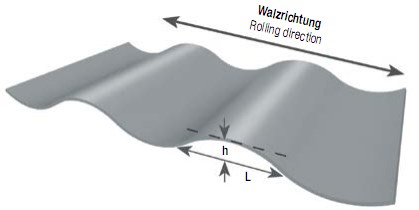
Ripple / longitudinal flatness
A ripple is a series of concave and convex areas in the longitudinal direction.
It is more visible on wide, thin strips than on narrow, thick strips.
It can occur along the entire width or on certain edges.
Image. Ripple
Transverse flatness is defined as the height of a strip crosswise in the winding direction.
Image. Transverse flatness

Deflection is also known as the "coiled memory" and "coil set".
The material maintains some of the curvature derived from the form it takes in the coil.
Image. Deflection

Roughness measures the surface finish of the materials. There are various parameters to measure this, as indicated below.
| Calculation of the Rz Roughness value 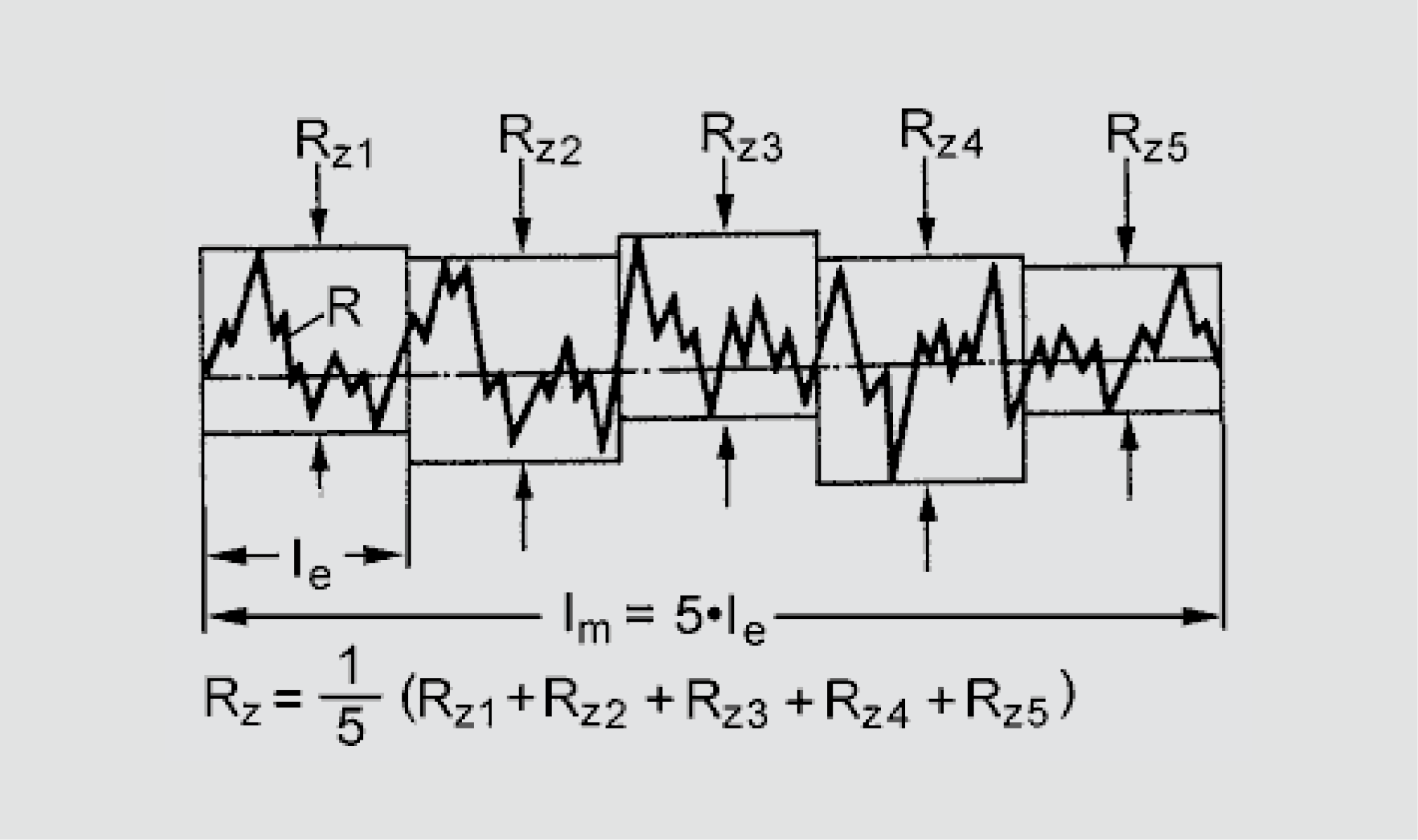 | Calculation of the Ra Roughness value 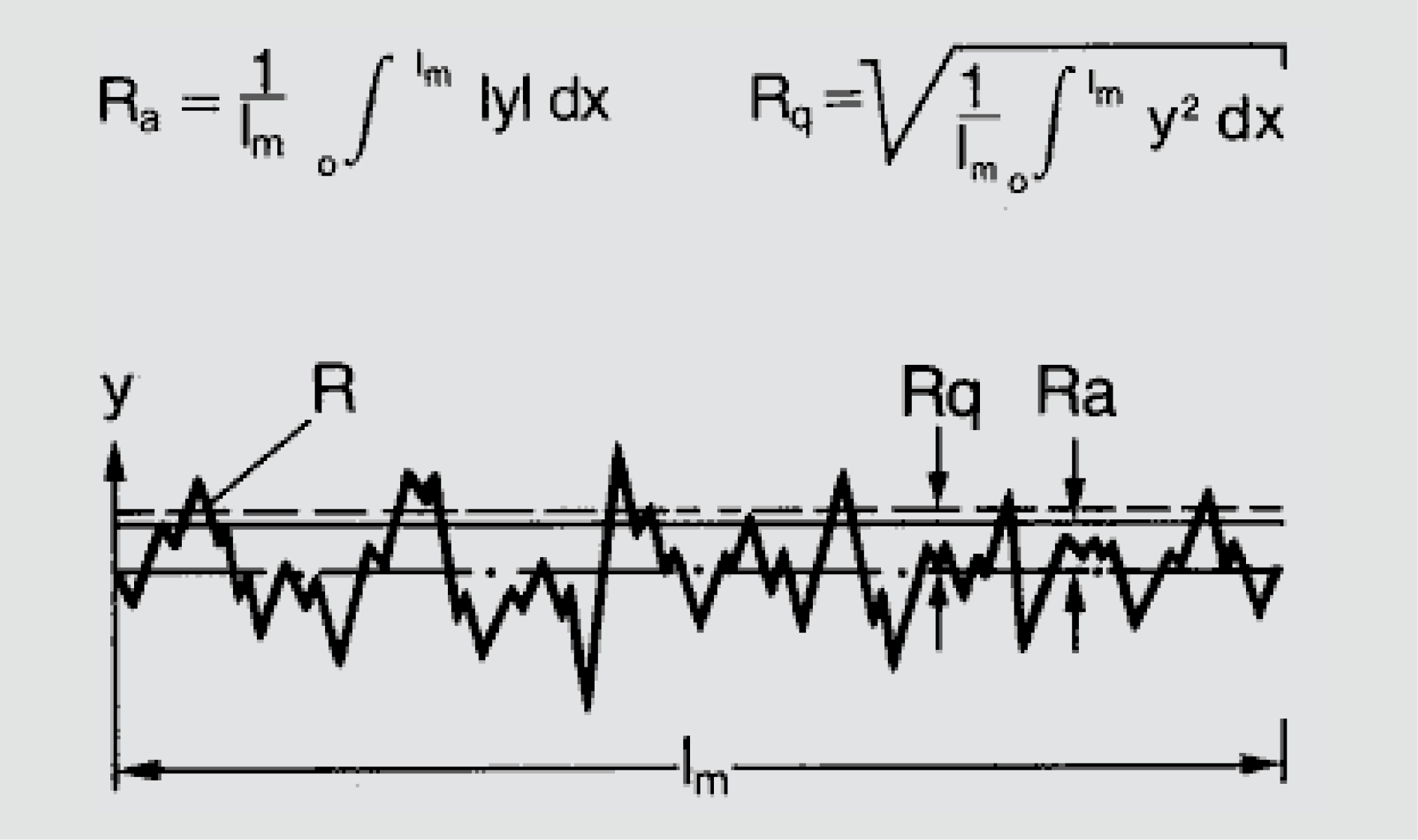 |
Parameters commonly used for roughness:
| Ra : | Arithmetic average of the sum of all roughness profile values. |
| Rz : | Average value calculated from five individual Rzi values taken from five consecutive gauge lengths (gl) on the total gauge length (tl). |
| Rzi : | The sum of the height of the highest peak and the depth of the deepest valley within the gauge length (gl). |
| Rt : | The sum of the height of the highest peak and the depth of the deepest valley within the total length (lm). |
| Rq : | Geometric average of all of the roughness profile deviations from the central line to the average roughness profile on the y-axis (x). |
* The data contained in this catalogue are for information purposes only and are not under any circumstances, contractual supply conditions. Errors and omissions excepted.
 Thanks to our wire rolling technology we are able to offer our customers the flat wire and square...
Thanks to our wire rolling technology we are able to offer our customers the flat wire and square...
Metalle Schmidt GmbH
Metalle Schmidt GmbH.
Robert-Zapp-Straße 5a
40880 RATINGEN
DEUTSCHLAND
+49 02102 71425-0
info@metalleschmidt.de
Contact us